Dessin de tungstène Carbure cémenté Dies Utilisez
| Dessin de tungstène Carbure cémenté Dies |
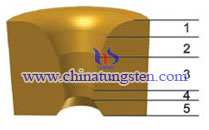 |
1.Zone d'entrée: la région de la zone d'entrée de la zone de travail est généralement en arc de cercle, qui joue un r?le dans la facilitation de passage du matériel de dessin dans la zone de travail de sorte que les matériaux ne pas être rayé par le bord du trou de navette.
2.Zone de lubrification: son r?le est de stocker lubrifiant qui est propice à lubrifier matériel de dessin afin que le processus de dessin peut être terminée avec succès.
3.Working zone: zone de travail est la zone de déformation plastique des matériaux de dessin. Longueur et l'angle du c?ne sont les deux facteurs de la performance de travail de ce secteur. Si la zone de travail est trop court, une pression excessive sur la surface de travail est générée par le métal étiré. Pour la raison ci-dessus, l'effort de traction sensiblement augmenté, ce qui entra?ne l'usure accélérée du moule. Les principes de la sélection de la longueur de la zone de travail sont les suivantes:
* La surface de travail utilisée pour l'étirage du fil métallique souple est plus courte que la zone de travail utilisé pour l'étirage du fil de métal dur.
* La surface de travail utilisée pour l'étirage du fil métallique de petit diamètre est plus courte que la zone de travail utilisé pour l'étirage du fil métallique de grand diamètre
* La zone de travail a travaillé sous la condition de lubrification humide est plus courte que la zone de travail a travaillé sous la condition de lubrification à sec.
En ce qui concerne l'angle de c?ne, l'angle de c?ne est plus petit lorsque étirage d'acier, tandis que l'angle de c?ne doit être plus grand lorsque étirage des métaux non ferreux et leurs alliages.
4.Sizing zone: la dimension finale du matériau d'étirage est déterminé après passage à la zone d'encollage. La longueur de la zone de calibrage est différent en fonction de la dureté de l'autre, la section et la situation de lubrification du matériau à étirer. Si la zone d'encollage est trop long, le frottement sera augmentée dans le processus d'étirage et la température du moule est élevée qui va influencer la durée de vie du moule, en même temps, la contrainte de traction est augmentée de sorte que le taux de rupture de le fil métallique va augmenter. Si la zone d'encollage est trop courte, la variation de l'angle de c?ne va influencer la taille de la matière.
Zone 5.Exit et l'angle de c?ne de sortie: zone de sortie est la dernière partie adoptée par le matériel de dessin dont la fonction est de protéger la zone dimensionnement de la fissuration. Angle de c?ne de sortie est de protéger la qualité du fil métallique rempli. La zone de sortie ne doit pas être trop courte, sinon, l'extrémité de sortie du moule est facilement rompu. Lors de la fabrication du moule, le bord tranchant de liaison de la zone de sortie et le dimensionnement zone doit être frotté sur l'arc de cercle afin d'éviter l'abrasion du fil métallique.





 sales@chinatungsten.com
sales@chinatungsten.com